 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected]Trong các ngành công nghiệp ép đùn nhựa chính xác, sản xuất màng quang học và phủ giấy cao cấp, Con lăn bề mặt gương là thành phần cốt lõi quyết định chất lượng bề mặt cuối cùng của sản phẩm. Lý tưởng nhất là con lăn gương sẽ mang lại cho sản phẩm độ trong và bóng hoàn hảo, giống như thủy tinh. Tuy nhiên, các kỹ sư sản xuất thường gặp phải một lỗi khó chịu được gọi là “Vết vỏ cam”. Khiếm khuyết này xuất hiện dưới dạng những gợn sóng hoặc vết lõm cực nhỏ trên bề mặt màng, giống như vỏ của trái cây họ cam quýt, làm ảnh hưởng nghiêm trọng đến độ rõ quang học và khả năng cạnh tranh trên thị trường của sản phẩm.
Sự xuất hiện của vỏ cam thường cho thấy sự thất bại trong sự hài hòa giữa độ chính xác cơ học, cân bằng nhiệt động và đặc tính vật liệu.
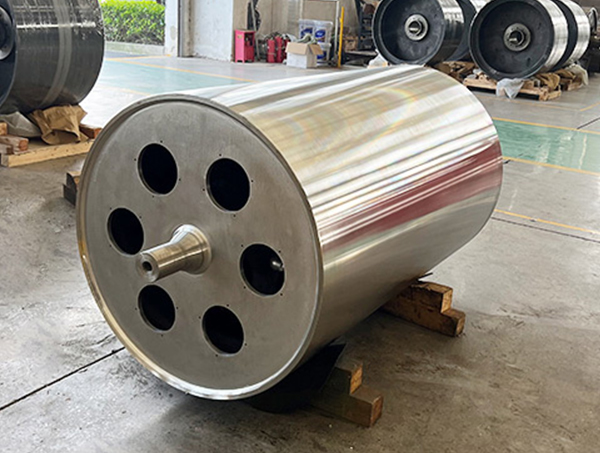
Để giải quyết vấn đề vỏ cam, trước tiên người ta phải hiểu cấu trúc bề mặt của vỏ cam. Con lăn bề mặt gương từ góc độ vi mô. Về mặt công nghiệp, vỏ cam về cơ bản là một dạng “sóng vi mô trên bề mặt”. Ngay cả khi con lăn trông sáng như gương khi nhìn bằng mắt thường, hình thái vi mô của nó dưới kính hiển vi sẽ trực tiếp xác định hiệu ứng san bằng của polyme nóng chảy trong quá trình làm mát.
Độ nhám bề mặt của con lăn gương thường được yêu cầu để đạt được Ra 0,01μm hoặc thậm chí thấp hơn. Nếu con lăn không đáp ứng các tiêu chuẩn này trong giai đoạn mài mịn hoặc siêu hoàn thiện hoặc nếu lớp mạ điện có độ kết tinh thô thì sẽ tồn tại các vi đỉnh và rãnh trên bề mặt. Khi màng nóng chảy tiếp xúc với bề mặt không bằng phẳng như vậy, áp suất không thể phân bố đồng đều, dẫn đến biến dạng vi mô khi màng cứng lại.
Con lăn gương thường sử dụng lớp mạ crôm cứng. Nếu tỷ lệ dung dịch mạ không chính xác hoặc mật độ dòng điện không đồng đều, lớp crom có thể phát triển các “lỗ kim” hoặc “vết nứt vi mô” nhỏ. Những sai sót này, không thể nhìn thấy bằng mắt thường, tạo ra lực bong tróc không đồng đều trong quá trình sản xuất tốc độ cao, kéo bề mặt màng thành kết cấu giống như vỏ cam. Hơn nữa, độ bám dính giữa polymer và con lăn là rất quan trọng. Nếu bề mặt bị nhiễm bẩn hoặc độ bôi trơn của lớp crom giảm, hiện tượng “dính” cực nhỏ sẽ xảy ra khi màng rời khỏi con lăn, dẫn đến các vết lõm không đều.
A Con lăn bề mặt gương không chỉ đơn thuần là một bộ phận vận chuyển; về cơ bản nó là một bộ trao đổi nhiệt có độ chính xác cao. Trong quá trình ép đùn hoặc đúc, nhiệt từ nhựa nóng chảy phải được con lăn mang đi một cách đồng đều. Nếu sự phân bố nhiệt độ trên bề mặt con lăn không đồng đều, sẽ xảy ra sự khác biệt về độ co ngót khi làm mát cục bộ, đây là nguyên nhân nhiệt động cốt lõi của các vết vỏ cam.
Con lăn gương chất lượng cao thường có tính năng phức tạp Kênh dòng chảy xoắn ốc . Mục đích của thiết kế này là để đảm bảo rằng môi trường làm mát (nước lạnh hoặc dầu nhiệt) chảy qua toàn bộ thân con lăn với tốc độ và áp suất không đổi, giữ cho chênh lệch nhiệt độ bề mặt trong giới hạn cho phép. ± 0,5°C .
Nhiều nhà máy bỏ qua việc quản lý chất lượng nước làm mát. Trong thời gian dài hoạt động, cặn hoặc rỉ sét có thể tích tụ trong các rãnh bên trong. Những cặn lắng này làm thay đổi hướng chất lỏng và tạo ra sức cản nhiệt cục bộ. Khi các “điểm lạnh” hoặc “điểm nóng” xuất hiện trên bề mặt con lăn, tốc độ làm mát của màng tiếp xúc với các khu vực này trở nên không nhất quán. Sự chênh lệch về tốc độ co ngót này trực tiếp dẫn đến sức căng bề mặt không đồng đều, biểu hiện dưới dạng vết bong tróc toàn thân trên màng.
Trong giai đoạn mua sắm, việc hiểu các tiêu chuẩn kỹ thuật khác nhau tác động như thế nào đến kết quả sản xuất là rất quan trọng. Để hỗ trợ quá trình lựa chọn của bạn, chúng tôi đã tóm tắt các chỉ số kỹ thuật chính bên dưới để giúp bạn tránh các sản phẩm cấp thấp dễ bị bong tróc vỏ cam.
| Chỉ báo kỹ thuật | Con lăn gương cao cấp (Cấp chính xác) | Con lăn gương tiêu chuẩn (Loại phổ thông) |
|---|---|---|
| Độ nhám bề mặt (Ra) | <0,01 μm (Siêu hoàn thiện) | 0,02 - 0,05 mm |
| Độ cứng mạ | HRC 62 - 65 (Dày đặc & Đồng nhất) | HRC 55 - 60 (Biến động) |
| Hết hướng tâm (TIR) | < 0,005mm | 0,01 - 0,02 mm |
| Nhiệt độ. Kiểm soát độ chính xác | ± 0,5°C to ±1.0°C | ±3,0°C đến ±5,0°C |
| Cấu trúc bên trong | Kênh xoắn ốc hai lớp | Tay áo hoặc vách ngăn đơn giản |
| Khả năng chống khuyết tật | Xuất sắc (Dành cho phim quang học/độ rõ nét cao) | Trung bình (Dễ bị bong tróc vỏ cam) |
Ngoài nhiệt động lực học, tổng độ hết chỉ định (TIR) của Con lăn bề mặt gương là yếu tố quyết định. Nếu con lăn hơi lệch một chút, áp lực tác dụng lên màng trong quá trình kẹp sẽ dao động tuần hoàn theo chuyển động quay. Xung áp suất này cản trở sự sắp xếp của các phân tử polymer, gây ra kết cấu ngang hoặc không đều trên bề mặt màng, do đó làm trầm trọng thêm sự xuất hiện của vỏ cam.
Chi phí duy trì một Con lăn bề mặt gương thấp hơn nhiều so với chi phí thay thế hoặc tổn thất sản phẩm bị loại bỏ. Để ngăn ngừa hiện tượng bong tróc vỏ cam, phải thiết lập các quy trình bảo trì nghiêm ngặt để bảo vệ bề mặt siêu hoàn thiện mỏng manh và đắt tiền.
Lớp crom trên con lăn gương tuy cứng nhưng lại rất dễ bị trầy xước do các hạt cứng nhỏ.
Chúng tôi khuyến nghị các doanh nghiệp nên tiến hành kiểm tra “dấu chân bề mặt” thường xuyên. Sử dụng máy đo cấu hình di động hoặc thiết bị quan sát bằng kính hiển vi để theo dõi những thay đổi về giá trị Ra sau các chu kỳ sản xuất khác nhau.
Câu hỏi 1: Tại sao cây lăn gương mới của tôi bắt đầu xuất hiện vết bong tróc vỏ cam chỉ sau một tháng sử dụng?
Trả lời: Điều này có thể là do lớp mạ crom cứng có chất lượng kém, đã trải qua quá trình rỗ vi mô dưới nhiệt độ cao và xói mòn hóa học từ các chất phụ gia nhựa. Ngoài ra, hãy kiểm tra xem hệ thống làm mát của bạn có cặn bên trong hay không, điều này làm giảm độ chính xác của việc kiểm soát nhiệt độ.
Câu 2: Việc tăng nhiệt độ con lăn có thể giải quyết được vấn đề về vỏ cam không?
Đ: Đôi khi. Việc tăng nhiệt độ sẽ cải thiện dòng chảy và độ phẳng của nhựa, cho phép màng bám dính tốt hơn vào bề mặt con lăn. Tuy nhiên, điều này cũng có thể dẫn đến hiện tượng “dính” hoặc làm mát không đủ. Giải pháp cơ bản vẫn là kiểm tra độ chính xác bề mặt và độ đồng đều nhiệt độ của con lăn.
Câu hỏi 3: Con lăn tráng gương bằng sứ có khả năng chống bong tróc vỏ cam tốt hơn so với con lăn mạ crom không?
Trả lời: Con lăn gốm có khả năng chống mài mòn cực cao, nhưng việc đạt được cùng giá trị Ra thông qua việc đánh bóng khó khăn hơn nhiều so với các lớp crom. Đối với hầu hết các loại phim có độ trong suốt cao, con lăn gương mạ crom vẫn là lựa chọn ưu tiên vì chúng đạt được giá trị Ra thấp hơn và độ phẳng vi mô tốt hơn.



Dành riêng cho việc phát triển và sản xuất các loại cuộn có hình dạng khác nhau với các cấu trúc cuộn khác nhau.
Điện thoại: +86-15371769898
Email: [email protected]
Thêm: 9 Đại lộ Lifa, Thị trấn Chengdong, Huyện Hải An, Thành phố Nam Thông, Tỉnh Giang Tô, Trung Quốc
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Đã đăng ký Bản quyền.





