 +86-15371769898
+86-15371769898 [email protected]
[email protected]
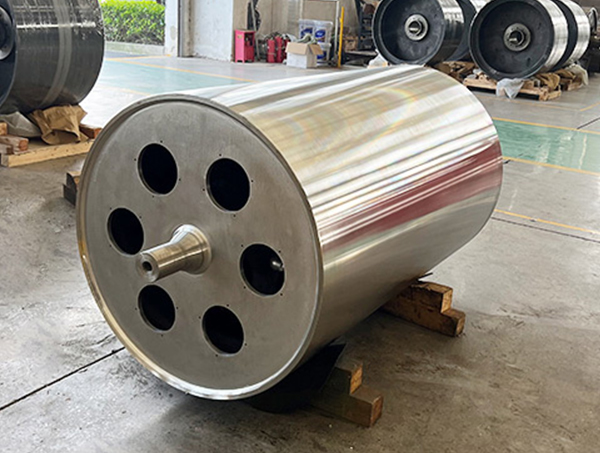
+86-15371769898[email protected]Con lăn bề mặt gương đạt được độ bóng cao thông qua một Quy trình sản xuất nhiều giai đoạn được kiểm soát chính xác kết hợp lựa chọn vật liệu cơ bản, gia công thô và tinh, nhiều vòng mài và đánh bóng cuối cùng để đạt độ nhám bề mặt (Ra) từ 0,01 đến 0,05 micromet - đủ mịn để phản chiếu ánh sáng như gương. Ở mức độ tinh chỉnh bề mặt này, con lăn có thể truyền lớp hoàn thiện trực tiếp lên màng, lá, lớp phủ và lớp mỏng trong quá trình xử lý công nghiệp, làm cho chất lượng của bề mặt con lăn trở thành yếu tố quan trọng nhất trong chất lượng của thành phẩm.
Độ nhám bề mặt được đo bằng Giá trị Ra (độ nhám trung bình số học) - độ lệch trung bình của các đỉnh và đáy bề mặt so với đường trung bình, tính bằng micromet (µm). Giá trị Ra càng thấp thì bề mặt càng mịn và phản chiếu nhiều hơn.
| Lớp bề mặt | Giá trị Ra (µm) | Ngoại hình | Ứng dụng điển hình |
|---|---|---|---|
| Gia công tiêu chuẩn | 1,6 – 3,2 | Dấu công cụ có thể nhìn thấy | Con lăn công nghiệp tổng hợp |
| Đất mịn | 0,4 – 0,8 | Bề ngoài mịn màng, mờ | Con lăn giấy và phim tiêu chuẩn |
| Đánh bóng có độ bóng cao | 0,05 – 0,2 | Sáng, bán phản chiếu | Màng bao bì, giấy tráng |
| Bề mặt gương | 0,01 – 0,05 | Phản chiếu toàn bộ gương | Phim quang học, tấm trang trí, lớp phủ chính xác |
| Siêu gương (siêu hoàn thiện) | < 0,01 | Phản xạ hoàn hảo về mặt quang học | Tấm hiển thị, màng bán dẫn |
Để đặt giá trị Ra của bề mặt gương trong phối cảnh: một sợi tóc con người có đường kính khoảng 70 micromet - một con lăn bề mặt gương ở Ra 0,01 µm là Mượt hơn 7.000 lần hơn chiều rộng của một sợi tóc.
Việc đạt được lớp hoàn thiện như gương phải bắt đầu từ rất lâu trước khi thực hiện bất kỳ quá trình đánh bóng nào. Việc lựa chọn vật liệu nền quyết định trực tiếp đến mức độ hoàn thiện cuối cùng có thể đạt được - và lớp hoàn thiện đó sẽ giữ được bao lâu trong điều kiện sản xuất.
Các vật liệu cơ bản được sử dụng phổ biến nhất cho con lăn bề mặt gương là:
Sau khi vật liệu nền được chọn, phôi con lăn sẽ được tiện thô trên máy tiện CNC cho đến bên trong. 0,3 đến 0,5 mm đường kính cuối cùng . Lượng vật liệu cho phép này được cố tình để lại để phù hợp với quá trình mài và hoàn thiện tiếp theo mà không gây ra rủi ro cắt xén kích thước.
Đối với con lăn thép, xử lý nhiệt sau gia công thô và rất quan trọng đối với hiệu suất hoàn thiện phản chiếu:
Mài là nơi bề mặt con lăn bắt đầu quá trình chuyển đổi từ phôi gia công thô sang hình trụ chính xác. Việc mài con lăn bề mặt gương được thực hiện trong nhiều đường chuyền với bánh xe mài mòn dần dần , mỗi lượt loại bỏ một lượng vật liệu nhỏ hơn và để lại bề mặt mịn dần dần.
Trình tự mài điển hình của con lăn bề mặt gương:
Trong suốt quá trình mài, tốc độ dòng nước làm mát, tốc độ bánh xe, tốc độ quay của phôi và tốc độ di chuyển ngang tất cả đều được kiểm soát chính xác — những sai lệch gây ra hư hỏng do nhiệt, vết kêu hoặc vết cháy do mài không thể phục hồi nếu không khởi động lại trình tự mài.
Đối với nhiều con lăn bề mặt gương, lớp phủ bề mặt cứng được áp dụng sau khi mài xong để cung cấp sự kết hợp giữa độ cứng, khả năng chống ăn mòn và chất lượng bề mặt dễ đánh bóng mà chỉ riêng vật liệu cơ bản không thể mang lại. Ba công nghệ phủ phổ biến nhất là:
Lớp phủ truyền thống và được sử dụng rộng rãi nhất cho con lăn bề mặt gương. Mạ crom cứng đạt được độ cứng HV 850–1.050 và có thể được đánh bóng tới giá trị Ra dưới 0,02 µm. Các lớp Chrome của Độ dày 0,05 đến 0,2 mm là tiêu chuẩn cho con lăn công nghiệp. Mạng lưới vết nứt vi mô vốn có trong lớp mạ crom mang lại khả năng giữ lại chất bôi trơn, giúp bảo vệ bề mặt trong quá trình tiếp xúc với màng. Tuy nhiên, do các quy định về môi trường xung quanh crom hóa trị sáu (Cr VI), các lớp phủ thay thế ngày càng được chỉ định.
Phun nhiên liệu oxy tốc độ cao (HVOF) tạo ra lớp phủ cacbua-coban vonfram (WC-Co) dày đặc ở giá trị độ cứng HV 1.200–1.500 - cứng hơn đáng kể so với chrome. Lớp phủ HVOF hầu như không có lỗ xốp, có khả năng chống mài mòn và ăn mòn cao và có thể được đánh bóng theo giá trị Ra của 0,02–0,05 µm . Chúng là lựa chọn ưu tiên trong các ứng dụng cấm crom hoặc khi tuổi thọ của con lăn trong điều kiện mài mòn là rất quan trọng.
Lớp phủ gốm được áp dụng bằng phương pháp phun plasma mang lại độ cứng tuyệt vời ( HV 1.000–1.400 ) và khả năng kháng hóa chất vượt trội. Đặc biệt, gốm oxit Chrome (Cr₂O₃) có thể được đánh bóng đạt chất lượng như gương và được sử dụng rộng rãi trong các con lăn in, phủ và xử lý hóa học nơi không thể tránh khỏi sự tiếp xúc mạnh với môi trường.
Đánh bóng là quá trình biến một con lăn được mài hoặc phủ chính xác thành một bề mặt gương thực sự. Đây là giai đoạn sử dụng nhiều lao động và phụ thuộc vào kỹ năng nhất trong toàn bộ quá trình sản xuất và là giai đoạn chịu trách nhiệm cao nhất về giá trị Ra cuối cùng đạt được.
Việc đánh bóng gương của các con lăn công nghiệp được thực hiện theo các giai đoạn tuần tự bằng cách sử dụng chất mài mòn ngày càng mịn hơn:
Mỗi công đoạn đánh bóng phải được thực hiện với dụng cụ sạch sẽ và môi trường không bị ô nhiễm - một hạt mài mòn duy nhất từ giai đoạn thô hơn còn sót lại trên bề mặt con lăn sẽ tạo ra một vết xước xuyên qua tất cả các giai đoạn đánh bóng mịn hơn tiếp theo, đòi hỏi toàn bộ quy trình phải được bắt đầu lại từ điểm bị nhiễm bẩn.
Sau khi đánh bóng, mỗi con lăn bề mặt gương đều trải qua một quy trình kiểm tra chất lượng nghiêm ngặt trước khi đưa vào sử dụng. Các phép đo chính bao gồm:
| sân khấu | Quy trình | Ra Đạt được (µm) | Mục tiêu chính |
|---|---|---|---|
| 1 | Lựa chọn vật liệu và tiện thô | 3,2 – 6,3 | Thiết lập nền tảng hình học và vật liệu |
| 2 | Xử lý nhiệt | — | Đạt độ cứng bề mặt HRC 58–65 |
| 3 | Mài hình trụ nhiều lượt | 0,05 – 0,2 | Hình học chính xác, độ chính xác kích thước |
| 4 | Lớp phủ bề mặt (chrome / HVOF / gốm) | 0,1 – 0,4 | Độ cứng, chống ăn mòn, khả năng đánh bóng |
| 5 | Đánh bóng gương tuần tự | 0,01 – 0,05 | Đạt được độ phản chiếu của gương và Ra cuối cùng |
| 6 | Kiểm tra chất lượng và cân bằng động | Đã xác minh ≤ 0,05 | Xác nhận tất cả các thông số kỹ thuật trước khi phát hành |
Con lăn bề mặt gương không đạt được độ bóng cao một cách tình cờ hoặc thông qua một quá trình duy nhất - đó là kết quả của sáu giai đoạn sản xuất được sắp xếp chính xác, mỗi công đoạn nằm ở vị trí cuối cùng , từ lựa chọn vật liệu cơ bản và xử lý nhiệt cho đến mài nhiều lớp, phủ bề mặt và đánh bóng gương cuối cùng. Giá trị Ra đạt được ở mỗi giai đoạn đặt ra mức trần cho những gì giai đoạn tiếp theo có thể đạt được, đó là lý do tại sao không được bỏ qua hoặc vội vàng bước nào. Giá trị Ra cuối cùng là 0,01 đến 0,05 µm định nghĩa một con lăn bề mặt gương thực sự đại diện cho một trong những mức độ hoàn thiện bề mặt cao nhất có thể đạt được trong sản xuất công nghiệp — và nó trực tiếp quyết định độ bóng, độ trong và chất lượng của mọi sản phẩm mà con lăn chạm vào.



Dành riêng cho việc phát triển và sản xuất các loại cuộn có hình dạng khác nhau với các cấu trúc cuộn khác nhau.
Điện thoại: +86-15371769898
Email: [email protected]
Thêm: 9 Đại lộ Lifa, Thị trấn Chengdong, Huyện Hải An, Thành phố Nam Thông, Tỉnh Giang Tô, Trung Quốc
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Đã đăng ký Bản quyền.




